Жаростойкие и специальные бирки






Высокотемпературные металлические бирки с керамическим покрытием
Бирки, устойчивые к дробеметной очистке

Термостойкие бирки из фольги SF-Tag из нержавейки

Ярлыки, устойчивые к t до 600С, кислотам, маслам и моющим средствам

Ручной аппарат приварки бирок на гвозди

Бирки Alum из алюминиевого композита, устойчивые к t до 400С

Ярлыки из ламинированной бумаги. Устойчивы до 250С. Высокое качество печати
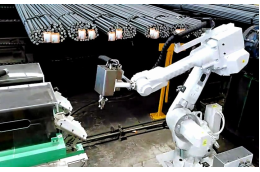
Автоматическая машина печати и приварки бирок

Самоклеящиеся этикетки, устойчивые к t 200C

Самоклеящиеся этикетки, устойчивые к t 500C
Маркировочные металлические бирки и таблички с керамическим покрытием для жестких условий эксплуатации. На бирки можно наносить штрих-код или двумерный код 2D. Поставка осуществляется в рулонах для подачи в автоматический лазерный принтер и печати по требованию. Данная технология обеспечивает высокую производительность изготовления табличек, уникальный штрих-код и уникальные данные на каждой табличке. Возможно получение переменной информации на печать из вашей базы данных. Небольшой настольный промышленный принтер табличек позволит изготавливать бирки в любом месте производственного помещения.
Маркировочные бирки
Идентификационные маркировочные бирки используют для маркировки кабелей и других целей. Изготавливаются из разных материалов, в зависимости от назначения могут быть:
- устойчивыми к повышенным температурам;
- устойчивыми к кислоте;
- водоустойчивыми;
- всепогодными;
- с повышенной абразивной устойчивостью;
- и другие.
При выборе маркировочных бирок следует ориентироваться на условия, в которых будут эксплуатироваться. На бирки можно нанести штрих-код, отпечатать логотип вашей компании. В каталоге маркировочного оборудования "ДПМ-Систем" вы найдёте металлические бирки под любые потребности: для маркировки кабелей, установки в бетонные конструкции, отслеживания металлоконструкций и других целей; алюминиевые шильды аннодированные, бирки и таблички на оборудование, бирки из цветного металла либо под покраску. Качество гарантируется, ряд моделей бирок вы сможете даже проверить на прочность на своём оборудовании!